








Для заточки шарошек и других видов многолезвийных инструментов требуется применение спецоборудования.

Применяются следующие виды шарошек (или борфрез, штифтов-хвостовиков или шейперов), которые используются:
- для проведения слесарных работ при обрабатывании материала;
- в качестве инструмента для очистки труб в котельном оборудовании;
- как элемент долота при буровых работах;
- для выполнения правки шлифкругов, при обработке камней.
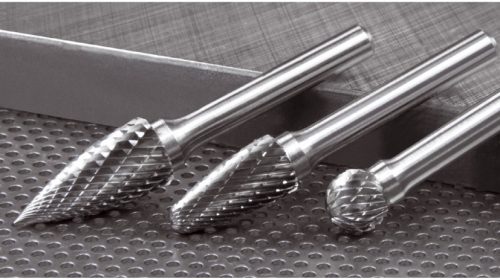
Шарошки конструктивно можно представить в виде комплекта из нескольких фрез, расположенных на одной оси, либо конструкции разборного типа с хвостовиком и головкой. Борфрезы являются необходимым приспособлением для обработки заусенцев, фасок, операций по шлифовке, затачивания и обработки краев деталей.
Производство шарошек
Для изготовления шарошек применяют различные виды материалов:
- стали с ванадием и кобальтом для борфрез, с применением и без применения операции закалки для использования в бытовых и производственных условиях;
- алмазный или абразивный состав на головки, применяемые в медицинской отрасли, косметологии, для гравирования и обработки в ювелирном производстве;
- напайки из твердосплавных элементов для металлообработки твердых и закаленных материалов.
Конструктивное исполнение инструмента
По виду конструктивного исполнения имеются шарошки с одним, двумя или тремя конусами. Конфигурация головки инструмента может быть изготовлена в любой форме и зависит от детали для обработки: в виде цилиндра, гиперболической формы, конуса, сферы и пр. Профиль зуба выполняется в нормальном или усиленном варианте, применяемом для мехобработки мягких металлов.

Заточка инструмента
При выполнении процесса затачивания борфрез необходимо учитывать следующие особенности:
- для инструмента из углеродистой стали применяются шлифкруги на керамической связке: электрокорундовые круги №8…10;
- заточка многолезвийных шарошек выполняется в обычном порядке;
- в первую очередь проводится черновая обработка по задней поверхности с использованием абразивных кругов, а затем выполняется чистовая обработка алмазными кругами;
- заточку передних плоскостей возможно проводить без выполнения подготовительной обработки в том случае:
— когда ножи шлифуются (до или после сборки) по передней плоскости;
— после смены пластины или при химико-механическом шлифовании;
— при перетачивании инструмента.
Проведение заточки требует обеспечения таких условий:
- необходимо соблюдать размер выступа над поверхностью корпуса шарошки в интервале 0,5…1,0 мм;
- при смене пластин нельзя допускать на поверхности наличия припоя или сварочного шлака;
- требуется соблюдать отсчет переднего угла от касательного направления к эллипсу;
- при затачивании двойного конуса требуется проверка задних углов: корпус (+40), пластина (+20) и по фаске;
- при заточке цилиндрической части выполняют проверку двух задних углов;
- выполнение доводки проводится по рабочим поверхностям;
- затачивание плоскости зуба выполняют на заточном станке, шлифовку ленточки — на круглошлифовальном станке при помощи оправок;
- при наличии обратного конуса проводят шлифовку цилиндрического участка, а затем на плоскости с конусностью.
Заточка выполняется после термообработки или напайки пластин. После образования баз по центрам выполняют заточку плоскостей и ленточки.

